 网站地图
网站地图 收藏本站
收藏本站 网站首页
网站首页 服务热线:
服务热线: - 热门产品
- 关键词
- 异型材模具
PVC挤出异型材模具介绍
PVC挤出异型材模具介绍
一.概述
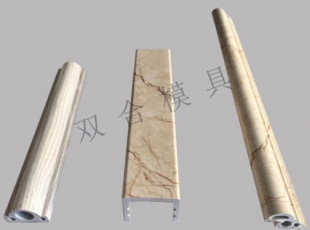
塑料制品是一种用各种不同性质的合成树脂为主要原料,加入或不加入助剂,按照制品的形状和使用要求,选用不同的设备,制成各种制品的通称。如挤出成型的管材、板材和异型材等。
那么什么是异型材呢?根据挤出塑料制品的断面形状,除了圆管、薄膜、板材以及棒材等这些有固定形状的塑料制品外,其他复杂截面形状的塑料挤出制品都科称其为异型材。
根据不同的用途,生产塑料异型材常用原料有聚乙烯、聚丙烯、聚氯乙烯,以及ABS、聚碳酸酯、聚甲基丙烯酸酯、聚苯醚等。拒了型材用原料以PVC原料为主,尤其是塑料门窗用塑料异型材,PVC占有率高达99%以上。PVC塑料异型材有UPVC和SPVC之分。除了PVC树脂外,其他树脂单独生产型材的应用量都很少,只有ABS和GHRP,但用量还不到1%。可以说,PVC在异型材中是一花独放。
二.挤出异型材设备
挤出异型材所需设备有挤出机、机头、定型装置、冷却装置,牵引装置以及其他装置。
1. 异型材生产用挤出机
挤出异型材所用挤出机通常有单螺杆挤出机和双螺杆挤出机,如用粒料生产异型材,产品截面积较小的制品,一般选用直径为45mm、65mm、90mm等单螺杆挤出机。如用粉料直接挤出,制品截面积较大时,可选用双螺杆排气式挤出机。双螺杆挤出机中,啮合异向旋转平行双螺杆挤出机和锥形双螺杆挤出机都可以选用。
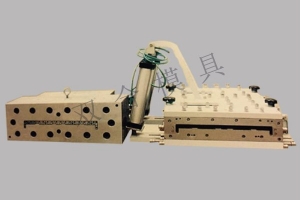
2. 异型材机头
异型材机头分为三大类:流线型、孔板型和多级式。流线型机头即由螺杆出口的圆形过渡到近似制品外形的流道是缓慢变化的流道形式。而孔板式和多级式机头即机头从圆形入口过渡到口模定型段的整个流道是有急剧变化的流道形式。
1) 流线型机头
流线型机头的特点是整个流道无任何“死点”,截面持续减小,直到成型区达恒定,此机头防止了塑料的滞流,可达更佳型材质量。但此机头流道加工较严格,需经过特殊加工支撑,成本较高,但操作费用低。该类机头适用于需要不停车而长期运作时,或成型热敏性塑料。
2) 孔板式机头
此机头结构特点是结构简单,成本低,制造快,调整及安装方便。从停车清理机头到安装调整恢复正常所需时间短,重复性好,因此得到了一定的应用。其缺点是物料在这种机头中流动性不好,容易形成物料局部滞流和完全不流动的死角,因此操作时间较长,容易引起该处物料分解,严重影响制品质量,故连续操作时间短。特别是不适宜加工热敏性塑料,例如硬聚氯乙烯等。多适用于聚氯烯烃、软聚氯乙烯一类制品的挤出成型。
3) 多级式机头
此机头流道的逐渐变化是由多块孔板经串联组成。每块孔板经单独加工,其走向平行于每块孔板的轴线,仅于每块孔板的入口边缘与倒角。这种机头的特点是简单方便,缺点是不适合加工热敏性塑料。
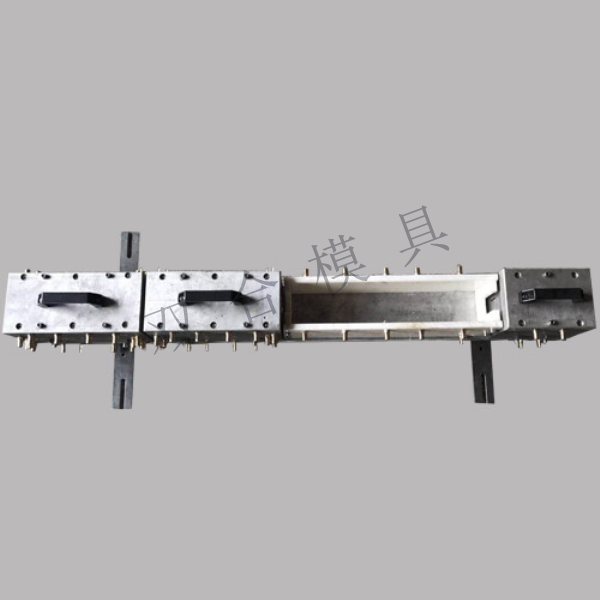
3. 冷却定型装置
异型材挤出成型生产中有两个制约因素:一是定型与冷却速率,二是产品精度。两个制约因素都与冷却定型装置有关。异型材常见的定型装置有真空定型装置、波纹板滑移式定型装置、折弯异型材滑移式定型装置。
4. 牵引装置
塑料异型材一般采用履带式牵引机,即生产管材所用牵引装置。如果能够将履带上的橡胶块外形与牵引的异型材轮廓加工一致,则牵引效果会更好些。
5. 切割装置
塑料异型材的切割方式主要包括锯断、剪断和磨断。切割装置中圆锯切割机一般用来切断直径达200mm以上的硬质异型材。气缸式剪断机适用于剪断宽100mm.、高40mm、厚10mm范围内的软质PVC及橡胶制品。旋转式剪断机适用于剪断直径在2~50mm以内的软质PVC制品。砂轮式磨断机适用于磨断PVC与钢等金属的挤出复合制品及玻璃纤维增强塑料制品。
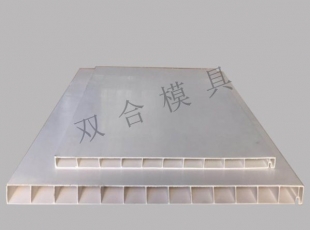
三.实际生产中异型材的应用
U-PVC门窗异型材
硬聚氯乙烯门窗异型材是由PVC、稳定剂、抗冲击改性剂、加工助剂、填料等按一定的配方配混、挤出成型的,PVC及助剂的选用对制品的性能有很大影响。随着挤出硬PVC门窗异型材及塑料门窗行业的高速发展,相关的PVC及助剂行业也有了新的发展。
1. 原材料
4) 树脂的选择
生产U-PVC门窗异型材的,一般都使用悬浮法生产的疏松型PVC。
5) 热稳定剂
热稳定剂的常用品种如下。
1. 铅类热稳定剂。
2. 金属皂类稳定剂
3. 有机锡稳定剂
4. 有机辅助稳定剂
5. 稀土稳定剂
6) 抗冲击改性剂
在PVC塑料门窗异型材配方中通常yoga氯化聚乙烯和丙烯酸酯共聚来提高PVC的冲击强度和耐候性
7) 润滑剂
U-PVC门窗异型材成型加工润滑剂中,复合润滑剂是朂近的发展方向,其优点在于:内润滑性和外润滑性比较均衡
8) 加工助剂
PVC用高分子加工助剂分子量一般为1.2×105 ~2.5×106,现有的PVC用高分子加工助剂有ACR、MBS、ABS、CPE等。
9) 填料
10) 着色剂
11) 其他特种助剂
2.硬聚氯乙烯门窗生产工艺流程
聚氯乙烯门窗异型材的生产可以用单螺杆挤出机来生产,也可选用双螺杆挤出机来生产。单螺杆挤出机成型工艺流程。
单螺杆挤出机成型异型材工艺流程:
原料→原料混合→挤出机造粒→单杆螺塑化挤出成型→真空定型→冷却→牵引→切割→检验→包装入库
双螺杆挤出机成型异型材工艺流程:
混合粉料→双螺杆挤出成型→定型→冷却→牵引→切割→检验→包装入库
3.生产工艺参数
1)真空度
采用真空定型,真空度控制在0.06~0.08Mpa之间。如真空度偏低时,定型吸附力不足,制品尺寸误差大。如真空度偏高时,在真空定型模入口处堆料堵塞,制品运行阻力大,牵引负荷加大,产量下降。
2)冷却
采用冷却水槽冷却,水温为4~8℃。由于异型材断面复杂,如冷却效果不好时,可增加真空定型装置的长度,提高冷却效果。
四.总结
近年来,我国异型材生产得到了突飞猛进 的发展,取得了很大进步。然而,国内设备及模具的总体水平还有待提高。
下一页:没有了…
选购铝扣板生产设备和铝扣板模具要注意什么
发表时间:2020-04-20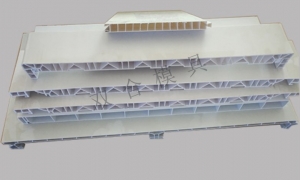
扣板模具成型的PVC板材会遇到哪些问题?
发表时间:2020-03-25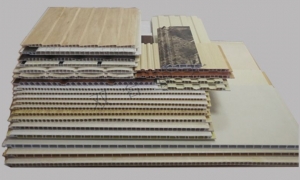
扣板模具应用在哪些领域?
发表时间:2020-03-20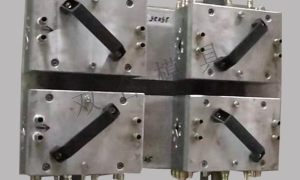
异型材模具温度原因引起的塞模
发表时间:2019-11-13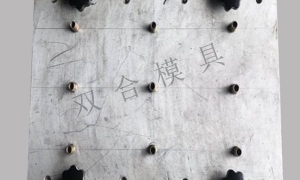
异型材模具设计不合理引起的堵模塞模情况有哪些?
发表时间:2019-11-06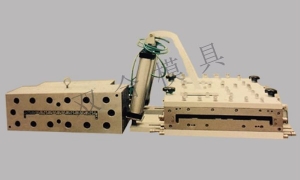
异型材模具设计要点是什么?
发表时间:2019-10-31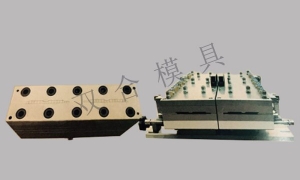
了解扣板模具
发表时间:2019-10-22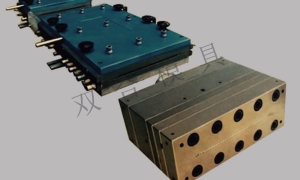
扣板模具设计制作的要求有那些
发表时间:2019-10-25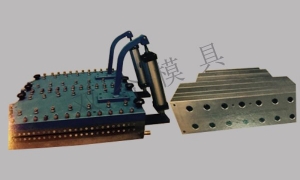
PVC扣板模具装模的要点有哪些呢?
发表时间:2019-10-19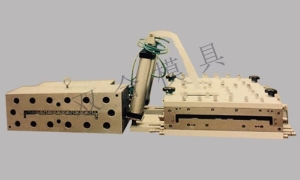
PVC-U异型材模具调试常见异常现象分析
发表时间:2019-10-15pvc异型材模具较厚的制品出现气泡怎么办?
发表时间:2019-09-27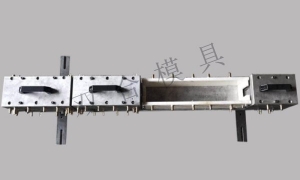
异型材模具的保养与维修
发表时间:2019-09-25



 在线留言
在线留言