 网站地图
网站地图 收藏本站
收藏本站 网站首页
网站首页 服务热线:
服务热线: - 热门产品
- 关键词
- 异型材模具
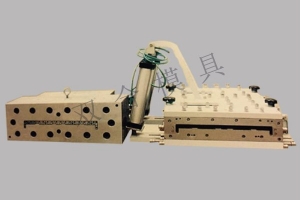
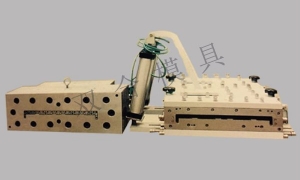
PVC异型材挤出模具调试常见问题分析
型材生产过程中常见问题
一、 堵模
在口模出口处,如果型坯各部分的平均速度相等,若不考虑自重的影响,那么均匀挤出的型坯还要受到三方面的作用:
(1)熔体离模膨胀;
(2)型坯牵伸收缩;
(3)型坯冷却收缩。

当口模出口处的型坯在牵引机的作用下,所产生的牵引速度小于型坯的挤出速度时就会产生堵模现象。
产生堵模的原因主要有以下几点:
1. 牵引机打滑、牵引力太小。(型材表面的水,调整上下履带的正压力) 2. 牵引机转速不稳定、时快时慢。(检查牵引机) 3. 物料过塑,型坯无法支撑牵引力(降低机筒温度) 4. 温度失控,某一侧出料偏快。(检查热电偶) 5. 定型模或水箱真空度太大,型材所受阻力大。(调整真空) 6. 配方中润滑剂过量,流动性太强,挤出速度不稳定。(调整润滑剂比例) 7. 定型模进料端爪口处入料斜度过小过短。(加长入料斜面*) 8. 爪口处出料偏快(吹气冷却或停机修出料*)9. 定型模爪口处缝隙前大后小(检查定型模定位系统及型板是否错装)
相关文章
选购铝扣板生产设备和铝扣板模具要注意什么
发表时间:2020-04-20
扣板模具成型的PVC板材会遇到哪些问题?
发表时间:2020-03-25
扣板模具应用在哪些领域?
发表时间:2020-03-20
异型材模具温度原因引起的塞模
发表时间:2019-11-13
异型材模具设计不合理引起的堵模塞模情况有哪些?
发表时间:2019-11-06
异型材模具设计要点是什么?
发表时间:2019-10-31
了解扣板模具
发表时间:2019-10-22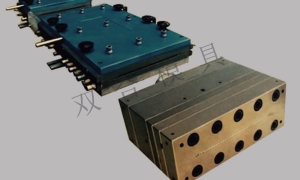
扣板模具设计制作的要求有那些
发表时间:2019-10-25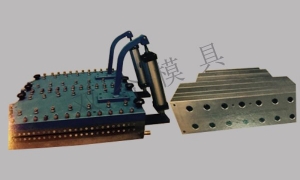
PVC扣板模具装模的要点有哪些呢?
发表时间:2019-10-19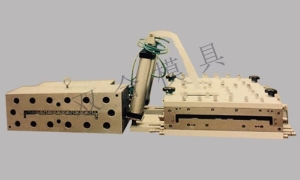
PVC-U异型材模具调试常见异常现象分析
发表时间:2019-10-15pvc异型材模具较厚的制品出现气泡怎么办?
发表时间:2019-09-27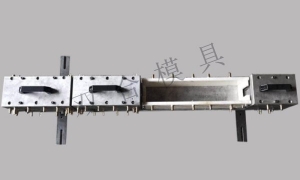
异型材模具的保养与维修
发表时间:2019-09-25



 在线留言
在线留言